




In the hydrotreatment of feedstocks to meet ULSD specifications, meeting challenging aromatics targets is achievable by combining a traditional and proven Type-II Ni/Mo catalyst with a layer of Advanced Refining Technology’s (ART’s) proprietary ICR 1000 catalyst. According to a recent publication by ART’s H. Yoon et al. “Improved Catalyst Technologies Manage Refiner’s Need for Increased Middle Distillate Yields (Catalagram #118),” it was noted that “several domestic feed sources have reduced the demand on the ULSD hydrotreater making it significantly easier to treat to ULSD. However, other feed sources, with the low cost of crude, have become an issue.”
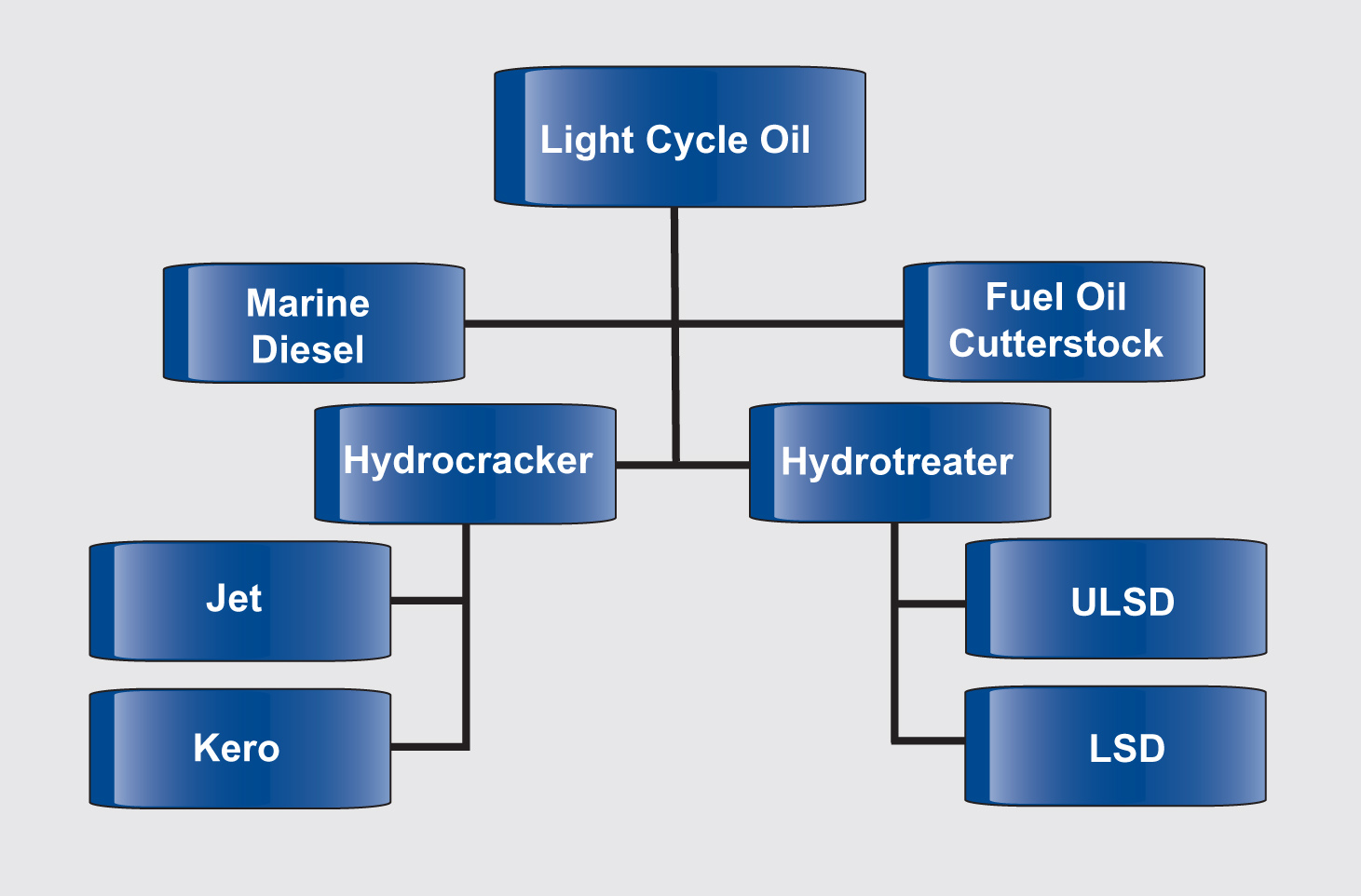
Optimized hydroprocessing configuration.
It is these ‘other feed sources’ that compelled ART to combine its hydroprocessing catalyst technology with Chevron’s process expertise. This cooperative partnership resulted in the proprietary Isocracking reactor and catalyst technology based on Chevron’s accumulated years of experience operating hydrotreaters and hydrocrackers. More recently, ART’s ICR 1000 technology improves the refiner’s catalytic hydroprocessing capability by doubling or even tripling activity compared to conventional alumina based catalyst, that could not handle the dual role requirements of hydrotreating and hydrocracking.
These Isocracking® units with ICR 1000 catalyst are demonstrating higher conversions and yields while also improving metals limitations. Besides Isocracking units, the ICR 1000 series catalyst is also being actively exploited in other types of hydroprocessing units, according to Yoon et al. A detailed discussion on all the process nuances that make this technology successful is beyond the scope of this discussion. Suffice it to say that going forward with this technology, two-stage hydrocracking is the preferred configuration for maximum conversion, highest liquid yield and lowest catalyst volume.
The two-stage configuration includes separation of light and heavy molecules in the reactor effluent stream between the reaction zones (i.e., intermediate separation). In consideration of the separation assets, high or low pressure equipment can be utilized for the unit, including the option for a vacuum tower. Intermediate separation prevents re-cracking of the light oil while recovering marketable product. Overall, this approach allows the hydrotreater or hydrocracker to be operated at optimum conditions for higher diesel yields.
Leave a Reply
You must be logged in to post a comment.